


| OPEN ARC | Norma DIN N° | Dureza RC |
|---|---|---|
| ND lg | 1.2510 | 54-64 |
| VD 2 Ig | 1.2379 | 58-63 |
| 31 Ig | 1.2436 | 56-63 |
| 1.4718s | 1.4718 | ~58 |
Procedimento de soldagem:
Limpar cuidadosamente as partes preparadas para a soldagem, eliminar totalmente qualquer tipo de trinca, arredondar o ângulos retos, pré e pós-aquecimento depende do tipo do metal base, usar sempre as varetas TIG nos menores diâmetros possível, depositar cordões curtos, retos e alternados.
Recomenda-se também os seguintes parâmetros: Corrente continua (CC-) , Gás Argônio, Eletrodo WCe
VARETA
0,60/1,00mm
1,00/2,50mm
ELETRODO
WCe-20 ø 1/16″
WCe-20 ø 3/32”
BOCAL
Gás Lens
Gás Lens
VAZÃO DE GÁS
8-12 l/min
8-12 l/min
CORRENTE DE SOLDA 5 a 150 Amps 15 a 220 Amps
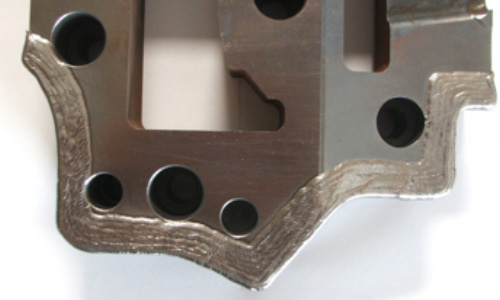
APLICAÇÃO EM ESTAMPOS DE CORTE DOBRA E REPUXO
/ A composição química do metal de adição deverá ser semelhante ao do metal base, porem o carbono não deverá exceder a ~0,50% – Obtém ~58/60 Rc já no primeiro passe.
/ Limpar cuidadosamente as partes preparadas para a soldagem, removendo graxas, óleos, pó de esmeril, etc.
/ Sugerimos usar thiner ou outro tipo de removedor ( Cuidado: produto inflamável )
/ Eliminar totalmente qualquer tipo de trinca
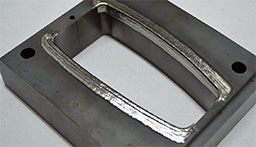
/ Aplicação: O metal de adição OPEN ARC VC 131 ig é indicado para soldagem de revestimento, sempre nos menores diâmetros possível: 0,80mm – 1,00mm – 1,20mm – 1,60mm – 2,40mm
/ Pré-aquecer a peça a 200º C e não permitir que a temperatura caia abaixo desta faixa durante a soldagem; pré-aquecer se necessário imediatamente após a soldagem realizar um alivio de tensões
TÉCNICAS DE SOLDAGEM
1.Aplicar com varetas sempre no menor diâmetro possível
2.Soldar com a menor amperagem possível
3.Soldar quando possível, observando a direção da solda sempre para o centro
4.Soldagem sempre em pequenos filetes de 2-3 cm de comprimento
5.Evitar profundas crateras finais mediante um retrocesso pequeno na vareta, antes de interromper o arco
6.Não soldar com movimentações em zig-zag, depositar cordões lineares
7.Colocar a ferramenta sempre que possível em posição inclinada soldando do nível inferior para o superior
8.Controlar continuamente a temperatura e evitar de qualquer maneira a queda da mesma
9.Soldar a ferramenta de uma só vez com as menores interrupções possíveis
Após o termino do trabalho de solda, deixar a ferramenta esfriar lentamente no forno ou no cal
MENU DO SITE
CONTATO
- Estrada das Lágrimas, 3367 - São João Climaco - Sao Paulo, SP
- (11) 2969-4577
- (11) 98117-4299
- comercial@openarc.com.br