


| OPEN ARC | Norma AWS | Dureza HB |
|---|---|---|
| Er Ni-CI Ig | A5.15 Er Ni-CI | 80-100 |
| NiFe 60 | A 5.15 E NiFe | 170-180 |
| Er NiCu Ig | A5.14 Er NiCu 7 | 80-100 |
| Er 41 NiMo Ig | A5.9 Er 410 NiMo | 38-45 |
Aplicação:
Moldes ferro fundido cinzento e nodular:
Modificações de moldes, enchimentos, fechamentos e almofada para receber revestimento duro, deposito usinável.
Metal de adição a base de níquel-ferro para soldagem de ferro fundido nodular bem como para união de fºfº com aço. Excelente para almofada, deposito usinável.
Liga especial para ferro fundido nodular.
Modificação de moldes, enchimentos e almofada para receber revestimento duro.
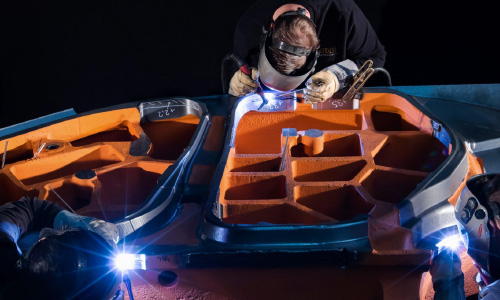
Para revestimento de ferramentas na indústria automobilística em estampos de ferro fundido nodular, boa resistência contra choque, atrito e deslizamento.
TÉCNICA PARA SOLDAR FERRO FUNDIDO-TIG
Para se obter um resultado satisfatório na soldabilidade, é necessário observar:
/ Limpeza da peça é a parte decisiva para obter um bom resultado na soldagem de Ferro Fundido.
/ Não empregar solvente como:
Óleo penetrante, diesel, querosene, água raz ou similar, pois estes arrastarão óleo, graxa para
Fresta da fratura, sujando mais do que limpando.
Use de preferência escova, lixa ou disco de esmeril, ou algo que seja sólido.
Material graxo pode ser removido por meio de solução de detergente, a quente de preferência,
Pois decompõe o material graxo, após aplicação do detergente é necessário um aquecimento de
Leve para eliminar os resíduos químicos do detergente.
/ As trincas deverão ser pesquisadas em toda sua extensão, (começo e fim.). Às vezes é necessário
Fazer um furo em cada extremidade da trinca para evitar a propagação da mesma na hora da
Soldagem.
/ Espessuras acima de 6,00 mm deverão ser chanfradas.
Empregue de preferência, para chanfrar: lixadeira, chicote, esmeril, usinagem ou equipamento
Equivalente., porém existem casos que é necessário usar o eletrodo de corte e chanfro (não pode
Usar o Eletrodo de Grafite nem Maçarico para chanfrar ou cortar Ferro Fundido):
Neste caso empregue o Eletrodo Cortec que produz um chanfro limpo e rápido.Os chanfros deverão ter abertura máxima de 60°.
/ Estampos de ferro fundido e moldes de grande porte, muitas vezes não é necessário a desmontagem
da mesma. Porém Lembra-se que a melhor posição para soldar F°F° é a plana.
/ Espessura menor que 6,00 mm não carecem de chanfro.
/ Pontear a junta ou trinca. Aguarde o resfriamento do ponto de solda, para aplicar o ponto seguinte.
/ Lembre-se que existe basicamente quatro tipos de vareta para soldar Ferro Fundido:
1°: Niquel Puro AWS Er Ni-CI (99%Ni) Excelente para usinar.
2°: Niquel Ferro AWS E NiFe (60%Ni 40%Fe) Usinavel.
3°: Niquel Cobre AWS Er NiCu (70%Cu 30%Ni) Excelente para usinar
4°: NiCrMo AWS Er 410 NiMo (Revestimento duro para Estampo).
Diante do exposto: não havendo problema quanto a usinagem, a progressão da soldagem pode continuar com o mesmo eletrodo.
/Solde em cordões curtos (50mm) martelados, em passo de Pelegrino. Aguardar o resfriamento de
Cada cordão. Não fazer tecimento.Use como prova prática, o toque da mão ao redor da parte
Soldada. Calor permissível Max. 70°C.
/ Importante.:
A introdução do arame de Ni na raiz do chanfro evita estravasar a solda e trincas.
MENU DO SITE
CONTATO
- Estrada das Lágrimas, 3367 - São João Climaco - Sao Paulo, SP
- (11) 2969-4577
- (11) 98117-4299
- comercial@openarc.com.br